
Performance range:
- up to 200 m³/h (880 GPM)
- up to 16.0 MPa (2300 psi)
Field of application:
- For the transfer of dehydrated sludge or filter cakes from
Industry and municipalities, Centrifuges, chamber filter presses, vacuum presses, and belt presses
- Feeding incinerators for dehydrated and pre-dried sludge, hazardous waste, chemical residues, and solvents
- In mining, for refilling and transporting paste-like mine slurry
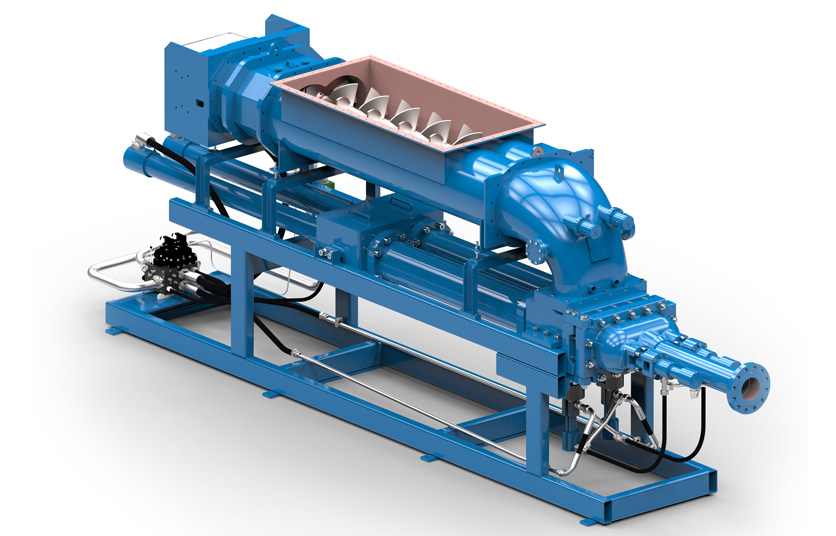
Solids Handling pumps for difficult media at extremely high pressure.
ABEL SH solids handling pumps span a wide performance range and are also suited for a large number of pumping media and applications. These high pressure pumps really prove their worth when extremely abrasive, paste-like and compact media (e.g. dehydrated sewage sludge) have to be conveyed safely at high pressure. At ABEL, this high-capacity pump has extra wall thickness and a large intake valve, which, when combined with a very good filling ratio, produce a service life that is longer than the norm.
Along with the actual pump unit (consisting of sludge, hydraulic main and valve cylinders) an ABEL SH thick matter pump comprises a total of four components: the actual pump, the hydraulic drive unit, a feed screw to fill the product cylinder, and a control cabinet with PLC. The programmable logic controller is the brain of the system and allows for integration with complex processes and control room systems.
-
Available with ATEX certification.
Advantages
- sealed pipline transfer
- high solid content, up to 80%
- long service life
- long transfer distance
- highly energy efficient
- adjustment by means of frequency converter on demand